一、双大马士革工艺
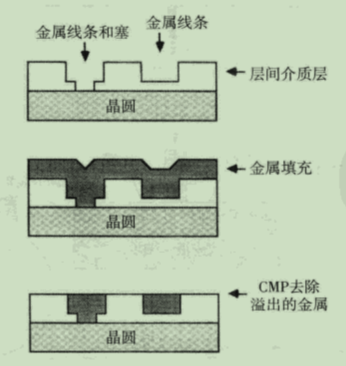
随着器件密度的增加,金属的层数也不得不随之增加。在各金属层之间使用导电介质连接,导电介质称为连接柱或连接塞。钨是首选的金属材料,但对它的刻蚀比较复杂。另外,铜已经代替了铝来作为首选的金属化系统。然而,铜的工艺又引入了一大堆新的问题。一种是使用称为双大马士革工艺代替传统的光刻和刻蚀工艺。它是一种类似于将金属嵌入古玩的嵌入式工艺。在这种工艺中,在一个碗或其他物品上表面开出凹槽,将金属涂布整个表面,也填充到凹槽中。去除表面上溢出的金属后,一些保留在凹槽中,剩下一个装饰的图形。在半导体应有中,用光刻技术刻出沟道首先使用传统的光刻工艺刻出沟道。然后用所需的金属填充沟道。金属淀积并溢出凹槽,并用电镀法淀积铜。金属淀积溢出表面。用化学机械抛光(CMP)将溢出的金属去除,留下在沟槽内相互隔离的金属(参见下图)。以后将详细讲述这一新的和重要图形的形成技术。
二、化学机械抛光(CMP)
以上讲述的平坦化方法都是局部平坦化而不是晶圆是整体表面平坦化(global planarization)。小尺寸图形由于光散射的影响还是很难做出来。而且由于还存在表面台阶,就还存在台阶处金属覆盖不好的问题。化学机械抛光(CMP)不仅在晶圆制备阶段被采用,而且在晶圆加工工艺过程中也被用来做晶圆表面整体平坦化。化学机械抛光之所以受欢迎是因为具有如下能力:可以达到晶圆表面整体平坦化。研磨去除所有表面材料适用于多种材料的表面。使高质量的大马士革工艺和铜金属层成为可能避免使用有毒气体是一种低成本工艺晶圆圆抛光和平坦化使用相同的基本工艺(参见下图)。然而,挑战非常不同。在晶圆抛光时,几微米的硅被去除。在平坦化工艺中,要求CMP去除材料的量在1um或更少。还有,这些金属工艺出现几种要被去除的材料。它们有不同的去除速率和高的均匀平坦化的期望。

基本CMP工艺步骤:晶圆是被固定在面朝下的磨头上。依次,晶圆也面朝下固定在旋转机台上。旋转机台表面用一个抛光覆盖。带有小研磨颗粒的磨料浆(slurry)流到台面上到晶圆表面物质被磨料粒侵袭,并一点点磨去.并被磨料浆冲走。由于两个轨道的转动,和磨料浆的共同作用使晶圆表面抛光。表面高处首先被抛光。接着是低的地方,这样就达到了平坦化的目的。这些是机械抛光作用。然而,只有机械抛光自身是无法满足半导体工艺对晶圆的要求,因为晶圆圆表面受到了过多的机械损伤。通过对磨料浆的选取,可以减少这种损伤,因为磨料浆中的化学物质可以溶解或刻蚀一表面物质。化学侵浊一般是通过氧化作用将表面腐蚀掉。与之相似的是熨斗的生锈机理,它就是一种化学侵蚀。当熨斗接触氧气时,它的表面会长上一层锈。然而正是这层锈将熨斗表面与水中或空气中的氧气隔离开,从而减缓了进一步生锈过程,这就是化学与机械共同作用的结果。

磨粉磨去腐蚀层而露出新鲜表面,新鲜表面与化学物质反应生成新的腐蚀层,这样不断反复。接在CMP之后,有一步CMP后清洗(post CMP cleaning)以保证晶圆的洁净。线性CMP系统还在使用。在这种配置中,晶圆圆载片头是相对运动的皮带转,而不是转盘。线性系统的一个主要优点是在晶圆下磨料浆运动速度增加哣衡量CMP后的几项主要指标是:
- 表面平整度表面机械条件
- 表面化学性质
- 表面洁净度
- 生产率
- 拥有成本
三、抛光垫
抛光垫由铸型用聚亚安酯泡沫材料和填料、聚亚安酯填充垫或其他一些特殊材料制成。抛光垫最重要的特性是具有多孔性、压缩性和硬度。多孔性,一般用密度来衡量,控制抛光垫的微孔输送磨料浆能力和孔壁去除物质的能力。压缩性和硬度是衡量抛光垫适应开始晶圆不规则表面的能力。一般来说。抛光垫越硬,整体平整度越好。软的抛光垫会同时接触晶圆高地和低地,从而可能引起不平整度的抛光。还有一种可变形抛光头,它可以更贴近晶圆初始表面。