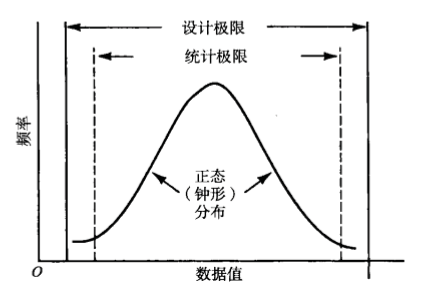
过程控制的第一步是将某一特定工艺参数的分布绘制成直方图,然后确认该分布是否是正态分布。如果不是正态分布,则很有可能工艺过程中存在某种问题。如果分布是正态的,下一步则是比较分布范围与该参数的设计极限(参见下图)。做这个比较是要确定工艺地自然分布极限是否落在设计极限内。如果不是,设计就必须要调整,否则此参数的测量读数将总会有一定比例落在规格之外。
另一种有用的统计工具是柏拉图。这也是一种直方图,只不过x轴被分成不相关的部分,而不是连续的参数,如方块电阻等。缺陷检测结果是运用柏拉图很合适的例子。在x轴上列出缺陷的不同类型的名称,每一种缺陷类型对应的一个标记或立柱标示着该种缺陷的发生频率。操作员或工艺工程师可以从图上看出哪一种缺陷发生得最频繁,以及哪些工艺需要改进。
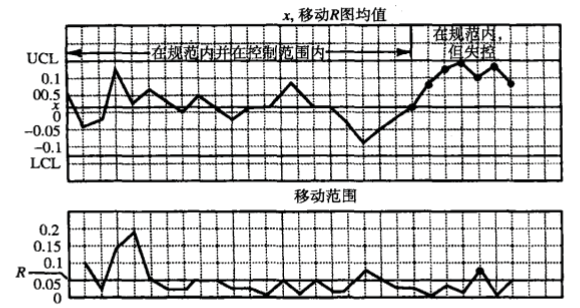
到目前为止,介绍的统计方法都是对某一种工艺过程的事后分析。而更有力的实时工艺控制统计方法是羊R控制图(参见下图)。这种控制图由两部分组成,其y轴代表参数的数值。处于上部的图上有一条水平线,表示参数的历史平均值。在平均值线的两侧有根据历史数据计算出的控制限水平线”。控制限代表当工艺过程受控时数据值所处的范围。同时在图中还包括工艺或设计极限,代表数据点在被拒绝前可能达到的极端值。而处于下部的图是通过将每个数据点偏离平均值的量计算并绘制出来的。在绘制出来后,这些值提供了关于工艺控制量的直观证据。

X-R控制图的价值在于其可预见性。一个受控的工艺产生的数据点趋向于在平均值附近有规律地变化(参见下图的上部)。关于一个受控工艺的数学计算可以预计这种规律性的波动,同时它还可以在数据点真正超出控制限之前预计工艺在什么时候会失控(参见下图的下部)。在右侧部分的数据点已经偏移到控制范围的顶部。这对于一个受控的工艺来说是一种非自然的模式。在出现这种情况时,维护数据图的生产操作员会向有关人员发出警示,这样可以将工艺在数据点超出控制或设计界限,晶圆将要报废之前及时调整回控制范围内。在工艺中还会用到其他一些更复杂的控制方法,但已超出本书的讨论范围。
另一种有力的统计工具是多变量实验分析。大部分测量的质量控制参数(方阻、线宽、结深,等等)都受到工艺中多个变量的影响。例如,线宽,会随光刻胶溶剂、膜厚、曝光时间、强度、烘焙温度,以及刻蚀因素而变化。其中的任何一个因素或所有因素都有可能造成超出规范的情况。多变量评估可以允许工程师在运行实验时将每一种单独的变量分离识别并分离出来。
对一个过程设计SPC系统要求选择合适的统计工具。而另一种决定则是围绕着“指示数”群体。利润要求所有批次的所有晶圆上的所有芯片每天都能符合规范。然而,挑选参数群体并非总是那么轻而易举。工艺的情况各有不同,有晶圆上的差异,有一批内晶圆之间的差异,还有工艺设备之间的差异。由于不可能测试每一个芯片,选择正确的样本点和采样水平成为越来越重要的课题。